Первые в истории поддоны, используемые для перевозки товаров, появились в начале 20 века. Первоначально паллеты использовались для транспортировки товаров в вагонах, поэтому их размеры были адаптированы под размеры вагона. В наше время паллеты имеют те же размеры, что и раньше, но сфера их использования расширилась.
Стандартные железнодорожные паллеты размерами 120х80 см. и 120х100 см. стали очень популярны в России. Типоразмеры поддонов зависят от параметров груза: размеры, масса и т.д.
Объемы производства и виды деревянных поддонов
На сегодняшний день существует много различных видов паллет. Это обуславливается тем, что паллеты стали производить под конкретные задачи. США тратит ежегодно около 14 млн. кубометров древесины для производства поддонов. Вот некоторые виды поддонов:
- поддоны для химсырья;
- поддоны для бочек;
- поддоны с дополнительными креплениями («уши»).
К сожалению, в Российской Федерации применяют только 10 видов стандартных паллет.
Конструкция
Конструкция поддонов, как и раньше, практически не изменилась: на доски нижнего яруса устанавливаются бруски, в свою очередь на бруски крепят доски верхнего яруса, а следом за ними на верхние доски укладывают настил. Расстояние между брусьями делается для удобства использования вилочного погрузчика. Настил является конечной частью, на которую укладывают груз.
Настил и число досок, используемых для настила, зависит от характеристик груза, но это не влияет на конструкцию паллета в целом.
Облегченный поддон 800×1200
Параметры груза напрямую определяют характеристики поддона: габариты, толщина несущих брусков и досок настила. Тяжелый груз требует мощных паллет, изготовленных из большего количества дерева, следовательно, стоимость такой паллеты тоже становится больше. Иногда стоимость отдельных видов паллет в несколько раз выше стандартной конструкции.
Производство
Изготовление паллет должно быть рентабельным, следовательно себестоимость изготовления постоянно снижается. Для производства поддонов в настоящее время использует полуавтоматические и автоматические линии сборки, которые значительно удешевляют продукцию.
В России встречаются производства, на которых паллеты собираются вручную, поскольку ручной труд в нашей стране достаточно дешевый. При ручной сборке паллет в первую очередь страдает качество.
Только автоматически произведенные паллеты соответствуют нормам ГОСТ. Отличительный признак автоматически произведенной паллеты от ручного производства: шляпка забитого гвоздя при ручной сборке почти не утапливается в материал паллеты, а при автоматической сборке наоборот — шляпка гвоздя глубоко утапливается в древесину.
Для сборки паллет используют специальные гвозди — «ершоны». Они имеют свою особую конструкцию: специальная шляпка, насечки и толщина. Насечки сделаны для надежного соединения частей поддона между собой. Именно благодаря таким гвоздям паллета не развалится при грубом использовании. Обычный гвоздь вылетел бы и паллета пришла бы в негодность.
Себестоимость изготовления деревянных поддонов
Сейчас усредненная цена производства поддона составляет 200-250 руб., при продаже паллета будет стоить около 290 руб. Прибыль с одной паллеты составит примерно 40 руб. Линия по производству поддонов за смену выпускает 700 поддонов, а в месяц – 17000. Следовательно, прибыль в месяц будет около 700 тыс. руб., а в год – около 8,5 млн. руб. Чистая прибыль (за вычетом налогов и прочих расходов) будет примерно 5 млн. руб. в год. Если же увеличить количество смен до трех, то прибыль в месяц возрастет в три раза.
О способах изготовления

- Простой и дешевый. Необработанный материал направляется на изготовление поддона, где на производстве он скалачивается вручную. К сожалению, такие поддоны не соответствуют стандартам и чаще всего имеют заниженные показатели качества;
- С использованием автоматического инструмента. Этот способ отличается от ручного использованием инструмента пневматической автоматизации (пневмоинструмент). С помощью автоматизированного инструмента ускоряются темпы производства паллет и в некоторой степени увеличивается показатель качества. Недостатки: недостаточное качество сборки (человеческий фактор, несоблюдение размерности);
- С помощью полуавтоматической линии. Применяется в Европе. Полуавтоматическая линия собирает поддон следующим образом: на матрицу укладывают в ручную материал для паллеты, далее станок автоматически вбивает гвозди. При такой сборке паллета и ее габариты отвечают стандартам качества и надежности.
- Автоматическая линия. Для данного способа производства паллет достаточно поднести материал к станку. Далее линия сама начинает нарезку, сколачивание, укладку, упаковку поддонов. На выходе получается готовый, качественный поддон, соответствующий всем необходимым типоразмерам.

Качество полуфабрикатов
Для производства паллет требуется внимательный отбор материала (древесины), материал для паллет должен быть полностью высушен, поэтому он перевозится в брикетах с зазорами для воздуха. Отсутствие воздуха и влажность могут пагубно повлиять на качество материла, и через некоторое время материал придет в негодность.
В качестве древесины для производства паллет используют хвойные и лиственные породы деревьев. Из данного типа деревьев выходит качественный материал. Единственный недостаток такой древесины — быстрое выцветание на солнце.
Нормотивные документы для производства паллет
В Российской Федерации деревяннные поддоны производятся по ГОСТ 9557-87 и ГОСТ 9078-84. ГОСТ 9078-84 требует, чтобы материалом для изготовления паллет была деревесина и поддоны были размерами 120х80 см и 120х100 см.
ГОСТ 9557-87 (в Европе UIC 435-2) контролирует следующие парметры: допуски, припуски, толщина и т.д. Поскольку отечественная продукция не сертифицируется, то на ней отсутствуют маркировки EPAL и EUR, как в Европе. Если поддоны соответствуют ГОСТ 9557-87, то они являются аналогами европаллет. Обычно на них ставится маркировка — БК (без клейма).

Типоразмеры поддонов

В соотвествии с ГОСТ 9078-84 выделяют следующие отечественные типоразмеры паллет:
- П2 — однонастильный двухзаходный;
- П4 — однонастильный четырехзаходный;
- 2П4 — двухнастильный четырехзаходный;
- 2ПО4 — двухнастильный четырехзаходный с окнами в нижнем настиле;
- 2ПВ2 — двухнастильный двухзаходный с выступами.
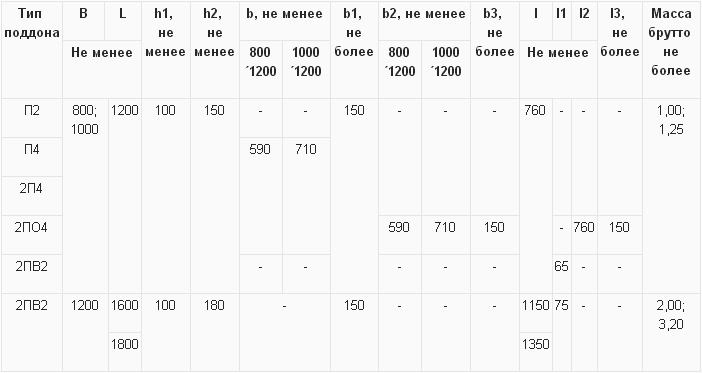
В соотвествии с европейскими стандартами выделяют следующие типоразмеры поддонов:


Все размеры представленны в миллиметрах
Фитосанитарная обработка
После производства поддона он проходит фитосанитарную обработку, после которой поддон маркируют и ставят клеймо в соответствии со стандартом ISPM 15. В маркировке содержится следующая информация: наименование партии, производилась ли обработка, изготовитель, в Европе еще добавляют год производства и номер партии.
В такую обработку могут входить следующие процедуры:
- Фумигация. Такая обработка производится метилом с добавление брома – состав вещества устраняет бактерии. Это мало распространенный метод обработки, так как после него остается часть вещества на поддоне.
- Обработка теплом. Готовые поддоны помещают в камеру, где они находятся под воздействием температуры длительное время. Под воздействием температуры уничтожаются все бактерии. Минусом такой обработки является дороговизна оборудования.
- Сушка в камере. Материал для поддонов загружают в камеру, где они проходят тепловую обработку с поддержанием необходимой влажности. Такой метод фитосанитарной обработки является самым эффективным. Камера снабжена датчиками температуры и влажности, поэтому камера может работать автоматически.
Часто производители паллетов хотят удешевить производство, поэтому при выборе поставщика паллет проверяйте все сертификационные документы.
Демонстрация работы обрудования по производству поддонов:
Поддон представляет собой изготовленную из дерева платформу для складирования и транспортировки на ней различных грузов с применением специального погрузчика. Поддоны стандартными габаритами 800х1200х144 мм наиболее широко используются и называются европоддонами.
В производстве европоддонов используют обрезной пиломатериал низкого качества транспортной (менее 24%) или естественной влажности, произвольной породы (ель, сосна, осина, ольха), соответствующий требованиям 2, 3 сорта, а также отходы шпалопильных и лесосечных лесозаготовительных цехов.
Настил поддона изготавливают из доски толщиной 22 мм. Он состоит из пяти чередующихся по порядку досок - широкая (шириной 145 мм), узкая (100 мм), широкая, узкая, широкая. Зазор между досками не должен превышать 4,5 сантиметра, длина настила - 1200 мм (-1/+2 мм).
Европоддон собирается на девяти шашках ("кубиках") - крайние 6 имеют размер 78х100х145 мм, средние три 78х145х145 мм (-1/+2 мм).
Для сборки европоддона используют винтовые либо ершеные (с поперечной насечкой) гвозди размером 3,5х70 мм, 3,5х90 мм и 2,5х55 мм.
Выбор оборудования для производства европоддонов
Технология производства европоддонов достаточно простая. Она заключается в сборке готовых изделий из напиленных в размер брусков и шашек с применением гвоздей.
Производство европоддонов лучше всего организовывать при лесопилке или рядом с деревообрабатывающими предприятиями, которые будут поставлять сырье. В противном случае высокие расходы на доставку пиломатериалов, которые в основной своей массе являются отходами деревообрабатывающего производства, сделают бизнес нерентабельным.
Что касается выбора оборудования, то оптимальным вариантом в плане цены и качества можно назвать полуавтоматическое оборудование.
Сегодня на рынке представлено огромное количество станков российского и зарубежного производства, стоимость которых начинается от нескольких тысяч долларов. Производительность линии по производству европоддонов выбирается в зависимости от объема инвестиций и спроса, который есть в конкретном регионе.
Сегодня наибольшее распространение получили полуавтоматические линии с производительностью 1-2 поддона в минуту. Для их обслуживания достаточно двух операторов и одного небольшого вилочного погрузчика.
Сколько можно заработать на производстве поддонов?
Рентабельность производства европоддонов зависит главным образом от стоимости сырья. Начинать такой бизнес в регионах, где слабо развита деревообрабатывающая промышленность, нет никакого смысла, поскольку себестоимость поддонов будет неконкурентоспособной. А вот размещение производства при деревообрабатывающем комбинате - идеальный вариант.

При средней себестоимости европоддона в 200 рублей его рыночная стоимость составляет порядка 250 рублей. Линия, производящая 1 поддон в минуту, в день способна выпустить более 500 штук, а в месяц - более 10 тысяч. Прибыль в таком случае составит более 500 тысяч рублей в месяц.
Собственный бизнес хорош тем, что каждый будущий предприниматель может найти что-нибудь свое, по только ему одному известным критериям. Например, выбрать бизнес по интересам, размерам финансовых вложений, приближенности к источникам сырья.
В городах, где расположено много предприятий, например, хорошо открывать бизнес по изготовлению поддонов или . Фирма, производящая тару никогда не останется без дела. Даже если производство в стране находится на зачаточных этапах, все равно всегда есть что рассыпать, разливать, перевозить. А вот насколько выгодно именно изготовление деревянных поддонов, мы и попытаемся сейчас выяснить.
Анализ идеи
Анализ необходимости в выбранном бизнесе – первый шаг к его успешному открытию.
Производство поддонов однозначно можно считать выгодным, потому что:
- У такого производства широкий круг клиентов, заинтересованных в продукции;
- Наша страна очень богата лесами. Основное сырье для изготовления поддонов – древесина, а стало быть, не придется тратить заоблачные капиталы на материал;
- Производственный процесс не требует участия высококвалифицированной рабочей силы, так что заработная плата будет не очень высокой;
- Предприятия, использующие этот товар, предпочитают покупать его на месте, а не импортировать. Поддоны из-за границы стоят дороже, их неудобно переправлять, да и зачем?
- Описанный товар часто нуждается в обновлении, а его актуальность никак не соотносится с сезонами или погодой.
Каждый начинающий бизнесмен должен не только прикидывать выгодность дела, но и сделать обзор предполагаемых покупателей как минимум в своем городе.
Целевая аудитория фирмы будет состоять из:
- Крупных компаний, задействованных в производстве;
- Больших и не очень рынков;
- Складов;
- Фермерских хозяйств;
- Магазинов и супермаркетов;
- Фирм, работающих в сфере грузоперевозок.
Договариваясь с ними, помните: конкуренты не дремлют. Предложите лучшие условия – и производство деревянных поддонов как бизнес пойдет как по маслу.
Технология производства
Поддоны могут быть как типичными, так и нестандартными, но все они имеют примерно одинаковую структуру:
- Нижние доски;
- Деревянные кубики, связывающие верхнюю и нижнюю часть;
- Поперечные доски и настил поверх них – именно сюда укладывают груз;
- Строение поддона специально продумано так, чтобы специальной машине было удобно его захватить.
Производство таких вещей, как поддоны ссылается на определенные стандарты. Один из основных – ГОСТ-9557-87.
Материалы для изготовления обычно покупают. Их можно делать и на месте, если освоить технологию. Храниться такие материалы должны в сухих помещениях в упаковках с вентиляцией. Основные требования и технологии производства описываются в ГОСТ, там же можно найти размеры досок и гвоздей.
Поддоны производятся несколькими способами:
- Первый – применение отходов лесообрабатывающей промышленности. Он наиболее доступный и широко распространен на лесопилках. Поддоны сооружаются вручную, с помощью молотка и ручного труда. Это дешево, но продукция получается совсем некачественная.
- Второй способ подразумевает использование пневматического молотка. Процесс идет гораздо быстрее, но товар на выходе все такой же некачественный.
- Третий способ применяется на маленьких фирмах и это наполовину автоматизированная линия.
- Четвертый метод – полностью автоматическая система. Она гораздо дороже, но продукция выпускается в больших количествах и хорошего качества.
Бизнес план
Бизнес план производства поддонов уже привычно начинается с поиска помещения. Сразу скажу: помещение нужно большое. В идеале, склад или ангар, чтобы там свободно размещалась производственная линия, склад материалов и отдел готовой продукции. К зданию есть особые требования: оно должно быть сухим, хорошо вентилироваться, туда должны вести удобные пути подъезда, а также подведены все коммуникации. Солнце, ветер, сырость – все эти факторы могут повредить внешний вид товара или повлиять на прочность, а значит, снизить цену продукции.Ремонт и оборудование
Вам удалось найти и взять в аренду небольшой склад? Отлично, теперь нужно привести его в порядок. Ремонта, как такового, не требуется, но нужно утеплить стены и провести систему вентиляции.
Данное производство – полностью автоматизированный процесс и необходимо купить оборудование.
Оборудование для производства поддонов
- Гидравлическая гвоздезабивная машина (есть вариант использования одной или двух) — основное оборудование.
Остальные машины считаются дополнительными:
- Аппарат для обрезания углов;
- Фрезеровочная машина;
- Гидравлический транспортер.
Также не забудьте о полках, столе и креслах, оборудованном санузле и комнате отдыха для сотрудников.
Если материал (доски) вы тоже делаете на месте, понадобится приобрести пилораму, кромкообразную установку (для обрезки краев доски) и торцовый станок для торцовки кубиков, соединяющих две половины поддона.
Основное, на что следует обратить внимание – не покупайте новую аппаратуру. Конечно, можно раскошелиться на производственную линию, еще ни разу не побывавшую в эксплуатации, но зачем тратить на несколько миллионов больше? Если приобрести машины, изготовленные в 90-е годы прошлого века, то они будут функционировать ничуть не хуже, чем аппараты, произведенные на 5–10 лет позже.
Из материалов потребуется приобрести доски, нарезанные согласно ГОСТ, или опилок, гвозди. Обычные гвозди не подойдут. Гвозди для поддонов называются ершоны и представляют собой помесь гвоздя и самореза. Они толстые и обладают специальными насечками для прочного вхождения гвоздя в древесину.
Оборудование для производства деревянных поддонов
Персонал
Для работы потребуется нанять людей, обслуживающих производственную линию, бухгалтера, менеджера, в обязанности которого будет входить общение с клиентами, охранника и уборщика.
На линию вам потребуется от 2 до 4 сотрудников. Особых требований к их опыту работы или профессионализму нет, так что можно ограничиться зарплатой в 150–200 долларов. Бухгалтера можно не нанимать на постоянной основе и ограничиться его услугами в оформлении отчетов. Менеджер будет вести учет клиентов, работать с интернет-ресурсами, отвечать на вопросы и звонки.
Реклама
Реклама изготовления поддонов – это в первую очередь предложение своих услуг целевой аудитории, которую вы определили в пункте «Анализ». Ответственный за рекламу человек должен связаться с представителями этих компаний, предложить им взаимовыгодное сотрудничество. Телевизор, интернет и листовки в данном случае почти бесполезны. Сработает, разве что, рекламное объявление в специализированной прессе.
Изготовление поддонов как бизнес не очень подходит для начинающего бизнесмена. Здесь нежелательно открытие маленьких наполовину кустарных предприятий, требуется дорогая техника. Одна только производственная линия обойдется владельцу бизнеса примерно в 80 000 долларов. В то же время
Поддоны (паллеты) являются незаменимыми на любом складе. С их помощью перемещается и хранится груз, разгружаются товары, облегчается их учет и многое другое. Как осуществляется производство поддонов, на каком оборудовании, какова технология их изготовления и рентабельность, читайте в статье.
Общие сведения
Поддоны впервые были изготовлены в Соединенных штатах Америки в начале 20 века. На них складировали груз при его перевозке в вагонах, поэтому размеры поддонов соответствовали их габаритам. На сегодняшний день эти размеры считают стандартными, но область применения паллет намного расширилась.
В нашей стране большую популярность приобрели поддоны, размеры которых соответствуют европейским стандартам: 120х80 сантиметров. В настоящее время освоено производство поддонов разного типа и размера в зависимости от параметров груза.
Классификация
В зависимости от способов погрузки и расположения грузов различают:
- Двухзаходные поддоны и четырехзаходные. Это зависит от того, как вилы автопогрузчика вводятся под дно паллет: с двух сторон или с четырех.
- Однонастильные поддоны (одностороннее размещение груза) и двухнастильные (груз размещается по обеим сторонам).

- Поддоны с однократным и многократным использованием. Первые используются при транспортировке груза в отдаленные районы или другие страны. Возвращать их оттуда проблематично или нерентабельно.
- Складные поддоны и неразборные.
Технология зависит от способа изготовления паллет, который бывает ручным, частично автоматизированным (используется вспомогательное оборудование) и с применением автоматической производственной линии.
Любой способ будет рентабельней при наличии собственной пилорамы. Стартовый капитал для приобретения материала и необходимого оборудования очень скоро окупится. Уже через несколько месяцев производство поддонов начинает приносить прибыль. Оборудование, к которому относится ленточная рама, кромкообрезной и торцовочный станок, обычно используется при выполнении других работ, связанных с обработкой дерева.
Ручной способ
Производство деревянных поддонов таким способом не отвечает высокому качеству, поэтому крупные компании приобретают их не охотно. Но невысокая цена и отсутствие информации о способе производства, которую умышленно скрывают изготовители, привлекает покупателей и поддоны быстро раскупаются.

Мастеру для работы нужно немного: пиломатериалы, гвозди и молоток. Производительность труда при таком способе небольшая, 80-150 единиц продукции за 8 часов работы.
Полуавтоматический способ
Изготавливая поддоны с привлечением вспомогательного оборудования, повышается производительность труда. За одну рабочую смену, равную восьми часам, можно изготовить 300-600 поддонов. Такой способ производства паллет является самым распространенным. Используется следующее оборудование:
- Пистолеты гвоздезабивные (нейлеры), которые бывают пневматическими, электрическими и газовыми.
- Стол монтажный для сборки паллет.

- Станок, на котором обрезаются углы поддонов.
- Линия комплексной сборки. В ее состав входит несколько станин, каждая из которых осуществляет определенную операцию с поддоном.
Автоматический способ
Линиями, оснащенными станками и агрегатами, может располагать завод по производству поддонов, который выпускает большой объем продукции или небольшой цех. Выбор отечественных и зарубежных автоматических линий в настоящее время очень большой, но наиболее привлекательными являются два типа:
- В основу первого входит гвоздезабивная машина СНФ-02. Такая линия за одну минуту производит полтора поддона. Обслуживают линию два оператора и один погрузчик.
- Второй тип автоматической линии основан на использовании двух гвоздезабивных машин. Производительность составляет 5-7 паллет за минуту. Преимущество такой линии в переключении станка на изготовление поддонов с другими размерами.

Технология производства паллет из дерева такова:
- Сначала в шаблоны гвоздезабивной машины закладывается пиломатериал в виде брусков или досок.
- Затем ножки и основная часть поддона сбиваются за один проход машины по 2-м шаблонам.
- После того, как гвозди забиты, шаблон вместе с ножками возвращается оператором назад, а ножки помещаются в шаблон основной.
Европоддоны
Они предназначены для того, чтобы на них складировать товар. Благодаря паллетам повышается технологичность всех процессов при перевозке любых товаров. На строительные объекты кирпич, бетон, цемент и прочие материалы доставляют на европоддонах.
Они изготавливаются их ольхи, осины, ели, сосны, влажность которых должна быть не меньше 24%. Европоддон, размеры которого соответствуют европейским стандартам (800х1200 миллиметров), состоит из строганных досок. Не следует путать эти поддоны с американским аналогом, размеры которого больше - 100х100 сантиметров.

Все элементы скрепляются ершенными гвоздями, которые обеспечивают высокую прочность. Европоддон, размеры досок которого неодинаковые, состоит из 20 элементов. Общий вес паллета небольшой (10 килограммов), но на нем перевозятся грузы массой до 2,5 тонн. Это достигается за счет того, что шашки размещены, а доски по ширине чередуются правильно.
Оборудование
Если деревянные паллеты производятся для собственных нужд, небольшими партиями, используется универсальное оборудование для производства поддонов. Раскрой бревен поперек производится цепной ручной пилой. Выпилить брус и раскроить его на доски можно на лесопильной раме или распиловочном горизонтальном станке. На торцовочном агрегате, пилы которого расположены снизу и сверху, раскраивают брус на шашки и торцуют доски в размер.
При образовании на заготовках дырок от выпавших сучков их заделывают пробками. Специальных станков для таких операций в нашей стране не производят, а на импортное оборудование цена очень высокая. Поэтому пробки изготавливают на сверлильных станках, которые оснащены полыми сверлами.

Для крупного предприятия, которое специализируется на производстве деревянных поддонов, этого оборудования недостаточно. Для обеспечения нужной мощности нужна специальная техника и станки.
Предъявляемые требования
осуществляетсяиз древесины мягких лиственных и хвойных пород деревьев, а также березы. Для изготовления паллет используется низкосортный пиломатериал. Его влажность не должна быть больше 25 процентов.Пороки на древесине не допустимы: чужеродные включения, рак, острые или тупые обзолы, повреждения механического характера и трещины, идущие от торцов в глубину на 5 сантиметров и больше.
Заготовки для поддонов должны быть цельными, сращивать их запрещается. В местах установки крепежных деталей и на ребрах крайних досок настила снизу не допускается присутствие сучков. Если они во время обработки досок отпали, образовавшиеся отверстия заделываются пробками из дерева той же породы. Поддоны должны быть обязательно промаркированы.
Обработка паллет
На каждом поддоне обязательно ставится клеймо, подтверждающее прохождение фитосанитарной обработки согласно действующим стандартам с указанием названия партии, страны-изготовителя, метода обработки. На европоддонах дополнительно указывается, под каким номером выпущена партия и год ее изготовления. Обработку поддонов производят тремя способами:
- Фумигацией - когда для обработки используется бромистый метил, нейтрализующий всех вредителей и болезни. Этот способ не пользуется популярностью у производителей, так как после санитарной обработки свойства древесины изменяются: поверхность поддона покрывается тонким слоем состава. На таких паллетах хранить продукты нельзя.

- Тепловой обработкой, которая заключается в том, что поддоны на длительный срок помещаются в камеры с высокой температурой. Вредоносные бактерии в таких условиях нейтрализуются. Недостатком обработки является дороговизна оборудования.
- Камерной сушкой, которая является распространенным и наиболее эффективным способом. Заключается он в следующем: пиломатериалы для производства поддонов помещают в камеру с определенной температурой и влажностью и выдерживают какое-то время. Технология автоматизирована, камера оснащена датчиками. Как только значения температуры и влажности достигнут необходимой величины, приборы автоматически выключаются.
Кто покупает поддоны?
Продажа поддонов в розницу не имеет смысла. Нужно искать оптовых покупателей среди крупных компаний. Потенциальными приобретателями паллет могут быть:
- Компании, перевозящие грузы во все страны мира.
- Предприятия, производящие товар: станки, мебель, бытовую технику и прочее.
- Тепличные и фермерские хозяйства, сбывающие продукцию.
- Центры торговли и крупные рынки.
- Компании, специализирующиеся на оказании складских услуг, которые берут на хранение различные товары.
Рентабельность
Бизнес по производству паллет - очень выгодное дело. Рентабельность производства поддоновзависит от того, какова стоимость сырья. Поэтому начинать такой бизнес предпочтительней в регионах с развитой индустрией деревообработки. Здесь сырье можно приобрести по выгодной цене.
Рентабельность обсчитывается следующим образом. Зная стоимость одного кубометра доски можно высчитать себестоимость готового поддона. При продаже цена на него увеличивается. Производительность линии по изготовлению паллет известна. Легко высчитать количество выпускаемых поддонов за час, день, месяц, год. Из суммы годового дохода вычитаются расходы на налоги, оплату коммунальных платежей, заработную плату всему персоналу предприятия. Оставшаяся сумма и будет чистой прибылью.
Сегодня появляется все больше возможностей для открытия своего бизнеса. Увы, но обычно на начальном этапе требуются серьезные финансовые вложения. Бизнес открывают, чтобы как можно скорее начать зарабатывать, а не тратить. Поэтому мало кто готов рискнуть большой суммой денег. Так и приходится отказываться от мечты открыть свое дело.
К счастью, есть выход. Мало кто знает, но изготовление тары – очень выгодное занятие. В некоторых случаях это даже выгоднее производства самих товаров. Тара нужна всегда, даже во время кризиса от нее нельзя отказаться. Лучшим примером такого бизнеса является производство поддонов.
Поддоны, или паллеты, знакомы каждому. Это тара в виде плоской платформы. Обычно изготавливается из дерева. На поддонах размещают груз для хранения или перемещения с помощью вилочных погрузчиков. При необходимости груз легко зафиксировать. Поддоны широко используются на складах, цехах, логистических компаниях и агропромышленных предприятиях. Также применяются для перемещения различных грузов на грузовиках, поездах и кораблях.
Существуют поддоны из металла и пластика, но их невыгодно использовать.
Итак, мы сосредоточимся на изготовлении деревянных поддонов. Для создания такой тары нужно только дерево, гвозди и подходящие инструменты. В производстве поддонов используется самая простая древесина. Специальная отделка и обработка не требуется. Нужно просто нарезать доски и бруски нескольких размеров, а потом сбить гвоздями. Все элементарно. Это значит, что с работой справится любой, поэтому не нужно нанимать квалифицированных работников.
Серьезных финансовых вложений тоже не требуется. Нужно найти поставщика досок и собрать простую рабочую линию. Для создания производственного помещения хватит обычного гаража. На начальном этапе для работы хватит одного-двух человек. При необходимости производство легко расширить.
Поддоны востребованы среди потребителей как у нас, так и за границей. При этом обычно их закупают оптом большими партиями. Так что найти хорошего постоянного покупателя не составит труда. Бизнес быстро окупится и начнет приносить хорошую прибыль. Минимум финансовых вложений – максимум отдачи.
Выбор типа поддонов
Существуют поддоны разных размеров и конструкций. Стандартный поддон имеет размеры 800х1200 мм или 1000х1200 мм. Состоит из досок настила, нижних досок (лыжи), поперечных досок и бобышек. В качестве материала используется сосна или другая дешевая древесина.
- Доска настила
- Поперечная доска
- Нижняя доска
- Бобышка
Детали собираются с помощью гвоздей двух размеров. Длинные гвозди используются для соединения всех досок с бобышками. Короткие гвозди нужны для соединения досок настила с поперечными досками.
Для создания успешного бизнеса нужно следовать мировым стандартам качества. В России, Беларуси, Украине, также ряде других странах СНГ поддоны производятся в соответствии с ГОСТом 9078-84 и ГОСТом 9557–87. Второй практически идентичен европейским стандартам UIC 435-2 и DIN EN 13698-1, в соответствии с которым изготавливают «европаллеты». Довольно выгодная возможность, ведь такие поддоны можно продавать на Западе. Продавать поддоны европейского качества по низкой цене на территории СНГ тоже выгодно.
Изучите рынок, прежде чем преступать к производству. Нужно сразу определиться по каким стандартам вы будете производить паллеты. Ориентируйтесь на запросы потенциальных потребителей. Лучше всего заранее договориться о поставках поддонов со складами, заводами или иными предприятиями. Так вы сможете быстро получить прибыль уже с первых партий паллет.
Некоторые фирмы заказывают для себя поддоны нестандартных размеров и конструкций. В этом случае у вас будет значительно меньше конкурентов. Главное заключить долгосрочный договор на поставку большого количества поддонов. Это защитит вас от многих рисков.
Поддоны собираются примерно по одному принципу. В случае необходимости можно изменить тип производимых поддонов.
EPAL
Отдельно нужно рассказать про европаллеты. Производить их немного сложнее, чем обычные поддоны. Зато их можно дороже продавать. Европаллетами называют поддоны EPAL Euro Pallet или EPAL 1. Кроме EPAL 1 существуют паллеты EPAL 2 и EPAL 3 размером 1000х1200 мм, а также полуподдоны EPAL 6 и EPAL 7 размером 600х800 мм. В целом они менее востребованы, хотя покупателя можно найти и для них.
Поддоны EPAL 1 имеют следующие характеристики. Безопасная грузоподъемность: 1500 кг. Вес поддона около 25 кг. Длина 1200 мм, ширина 800 мм, высота 144 мм. По стандарту допускается отклонение от указанных размеров по ширине и длине на ∓ 3 мм и на + 7 мм по высоте.

EPAL 1 изготавливаются из досок хвойных или лиственных деревьев. Вам нужно найти поставщика, у которого вы будете стабильно получать древесину нужного качества. Обычно используется ель, сосна, ольха или осина. Не допускается изготовление поддонов из тополя. Доски должны быть ровными, без утончений. Если вы делаете новый поддон, то доски должны быть новыми. При ремонте паллет допускается использование старых, но хороших досок. Влажность древесины не более 22%. Для изготовления одного поддона понадобится 11 досок и 9 бобышек.
Настил состоит из пяти досок длиной 1200 мм и толщиной 22 мм. Центральная и боковые доски шириной 145 мм, между ними доски шириной 100 мм. Расстояние между досками 40 мм. Снизу три поперечные доски 800 мм длиной, 145 мм шириной и 22 мм толщиной. По краям располагается шесть бобышек 145 мм в длину, 100 в ширину и 78 в толщину. В середине три бобышки той же длины и толщины, ширина – 145 мм. Снизу крепятся три «лыжи». Их размеры идентичны центральной и боковым доскам настила. Углы поддонов спиливаются на 17 мм. Допустимое отклонение + 4 мм или - 2 мм. Угол спила 45 градусов.

Особенностью поддонов EPAL являются гвозди с маркировкой PE, PC, PO и т.п. на шляпке. Вторая буква меняется в зависимости от размера. Без таких гвоздей поддоны не будут считаться настоящими европаллетами, даже если во всем остальном они соответствуют стандартам. Для сборки EPAL 1 нужно 78 гвоздей двух размеров: 18 коротких и 60 длинных. Это должны быть ершеные (кольцевые) гвозди с поперечными насечками. Такой гвоздь практически невозможно достать из доски, благодаря чему обеспечивается надежное соединение. Например, можно использовать CNW 3,4/90 BKRI EPAL и CNW 2,8/40 BKRI EPAL. Первые имеют длину 90 мм и диаметр 3,4 мм, вторые – длину 40 мм и диаметр 2,8 мм.
Забиваются гвозди следующим образом. Широкие боковые доски прибиваются в трех местах: по краям и по центру. Для каждого соединения используется по четыре длинных гвоздя. Центральная широкая доска прибивается так же, но уже тремя длинными гвоздями в каждом месте. Две узкие доски прибиваются к поперечным доскам в трех местах с помощью коротких гвоздей. По три гвоздя в каждом месте. Все нижние доски забиваются одинаково. В трех местах вбивается по три длинных гвоздя.

В каждом месте соединения гвозди забиваются максимально далеко, чтобы увеличить качество соединения. Следите, чтобы гвозди не торчали из готовой конструкции. Это считается нарушением стандарта качества EPAL.
В российском ГОСТе не указывается, как именно должны собираться поддоны. Для европейского стандарта машинная сборка – это обязательное условие. Делать поддоны вручную в больших количествах все равно не выйдет. Конечно, можно нанять пару десятков работников, но это невыгодно. Для успешного бизнеса необходима производственная линия с машинной сборкой.
Если паллеты сделаны с соблюдением всех требований, то вы можете претендовать на получение лицензии EPAL. Вам необходимо связаться с European Pallet Association (EPAL), чтобы ваше производство и продукция прошли независимую экспертизу качества. Также вы должны будете получить сертификат IPPC, подтверждающий, что вы используете качественную древесину. Древесина должна соответствовать стандарту ISPM 15. Чтобы получить все лицензии и сертификаты придется приложить немного усилий, но это даст вам существенное преимущество перед конкурентами.

На европаллеты на угловых бобышках ставится клеймо «EPAL в овале», а на центральных бобышках – клеймо IPPC. На втором клейме указано, где, когда и кем был изготовлен поддон. Также в поддон ставится контрольная скоба. Все это подтверждает, что поддон отвечает всем требованиям качества. Такой поддон можно ввозить и продавать на всей территории Европейского союза.
Организация производства
На начальном этапе для размещения оборудования хватит места в гараже, а для работы понадобится два-три работника. При желании производство легко расширить. Изготовление паллет состоит из двух основных этапов: подготовка древесины и сборка поддона.
Подготовка древесины
Нужно сразу решить вопрос с поставкой древесины. От этого будет зависеть, где вы разместите свое производство и какое оборудование вам понадобится. Размещать производство лучше всего рядом с деревообрабатывающим комбинатом. Вы сэкономите деньги и время на доставке древесины. При этом ваше производство не будет так сильно зависеть от транспортной компании. Это снижает ваши риски. В противном случае все производство может стать из-за того, что вам вовремя не доставили древесину.
Иногда можно договориться о размещении производства на самой территории лесопилки. Это самый выгодный вариант.
Желательно закупать уже распиленную и обработанную древесину. Да, она стоит дороже, чем сырые бревна, но для обработки древесины придется покупать дорогостоящее оборудование для распиловки и фитосанитарной обработки. Понадобится больше места и больше работников. Мало у кого есть такие деньги на начальном этапе. Если же древесина закупается, то вам понадобится только небольшая пилорама, чтобы получать доски нужного размера и срезать углы поддонов.
Бобышки либо закупаются в готовом виде, либо нарезаются отдельно. Есть смысл взять автоматический станок для торцовки бобышек. Это экономит время и освобождает рабочие руки.
Можно частично сократить расходы на древесину, если использовать обрезной материал.
Готовые детали не нужно как-то дополнительно обрабатывать.
Сборка поддона
Для сборки паллет мы рекомендуем использовать полуавтоматизированную линию. Специально для вас мы подготовили подробную схему, где показано, как правильно подключить два пневматических пистолета. Дополнительные пистолеты подключаются аналогичным способом.

| 1 | Компрессор |
| 2 | Блок подготовки воздуха |
| 3 | Регулятор давления |
| 4 | Пистолет CN-57 |
| 5 | Пистолет CN-90 |
| 6 | Шланг не менее 5 метров |
| 7 | Шланг не более 10 метров (длина от блока до пистолета) |
| 8 | Шланг не более 10 метров |
| 9-11 | Быстросъемная ПАПА х елочка |
| 12-13 | Переходник - елочка (с обжимным кольцом) блистер Fubag |
| 14 | Переходник Y - образный (блистер) FUBAG |
| 15 | Муфта быстросъемная - резьба наружная |
| 18-17 | Быстросъемная МАМА x елочка |
Пневматические пистолеты
В полуавтоматизированной линии для сборки поддонов используются пневматические пистолеты. Инструменты используются в паре. Один для забивания длинных гвоздей, а второй для коротких.
Помните о технике безопасности. Во время работы надевайте перчатки, очки и наушники.
Если вы собираете стандартные поддоны, то для забивания длинных гвоздей мы рекомендуем взять гвоздезабивной пистолет CN-90. Он забивает гвозди длиной 45-90 мм и диаметром 2,8-3,33. Хорошо, когда пистолет забивает разные гвозди. Если вам понадобится поменять размер гвоздей, то не понадобится покупать новый нейлер под них. Для коротких гвоздей обычно берут более легкий и дешевый пистолет. Для производства большинства поддонов подойдут пистолеты CN-55 или CN-57. CN-55 забивает гвозди длиной 25-55 мм, а CN-57 – длиной 25-57 мм. Диаметр одинаковый: 2,1-2,3 мм.
Для сборки поддонов EPAL нужны другие нейлеры. Для длинных гвоздей используется CN-130, который забивает гвозди длиной 75-130 мм и диаметром 3,1-3,8 мм. Для коротких гвоздей подойдет CN-65. Забивает гвозди длиной 32-65 мм и диаметром 2,1-2,9 мм.
Теоретически можно было бы использовать один пистолет для двух типов гвоздей. Но такой подход себя не оправдывает. Работнику постоянно придется менять заряжать в пистолет гвозди разных размеров. Это отнимает много времени. Эффективность производства падает, а вместе с ней прибыль.
Компрессор
Безмасленные графитовые компрессоры не подойдут, потому что не могут работать по 8 часов в сутки ежедневно. Графитовые пластинки в таких условиях быстро изнашиваются и потребуется замена. А это половина стоимости компрессора. Для небольшого производства хватит обычного масляного поршневого компрессора с ременным приводом. Объем ресивера должен быть не менее 100 литров. Он недорогой и простой в обслуживании. Достаточно периодически менять масло. Если соблюдать правила эксплуатации, то такой компрессор прослужит много лет.
Компрессор подбирается в зависимости от размеров производства. При интенсивной работе каждый пистолет делает один выстрел раз в 2 секунды. Компрессор должен успевать сжимать воздух и отдыхать. Если компрессор работает без перерывов, то он быстро изнашивается. Например, если два пистолета вместе тратят 3 литра каждые 2 секунды, то в минуту уходит 180 литров воздуха. Для этого хватит компрессора с ресивером на 100 литров и насосом, качающим 400 литров в минуту. Если потребление воздуха возрастет в два раза, то компрессор почти не будет отдыхать. Если же подключить еще инструменты, то компрессор просто не будет успевать сжимать нужное количество воздуха.
- Для 2 пистолетов:
- Remeza СБ4/С-50.LB30A – 220 вольт
- Remeza СБ4/С-100.LB30A – 220 вольт
- Remeza СБ4/С-50.LB30 – 380 вольт
- Remeza СБ4/С-100.LB30 – 380 вольт
- Для 4 пистолетов:
- Remeza СБ4/С-200.LB40 – 380 вольт
- Для 6 пистолетов:
- Remeza СБ4/Ф-270.LB75 – 380 вольт
Для более масштабного производства используют винтовые компрессоры. Они стоят дороже, но к ним смело можно подключить несколько десятков пистолетов. Также винтовые компрессоры работают круглосуточно. С таким оборудованием можно не только серьезно расширить производство, но сделать его посменным.
Если вы планируете расширить производство в будущем, то лучше сразу взять более мощный компрессор «на вырост». Иначе придется покупать новый компрессор при каждом расширении производства.
Доставка и подготовка воздуха
Перед попаданием сжатого воздуха в инструмент его нужно подготовить. Это требование производителей инструментов. Если воздух подготовлен, то инструмент работает правильно и служит гораздо дольше. Поломка инструмента во время работы ведет к дополнительным тратам. Мало того, что надо купить новый инструмент, так еще и производство останавливается. Один день простоя может принести массу убытков.
Воздух в компрессоре находится под большим давлением, чем нужно инструменту. При этом в таком воздухе много грязи и влаги. Блок подготовки воздуха снижает давление до нужного уровня, очищает и осушает воздух из компрессора. Также он добавляет масло для инструмента. Благодаря этому детали механизма смазываются во время работы. Без этого придется закапывать вручную каждые два часа. Это дополнительная трата рабочего времени.
Масло из компрессора не подходит для пневмоинструмента. Это грязное отработанное масло с высокой вязкостью.
Если вы используете больше пистолетов, то понадобится еще один блок.
В нашей схеме два разных пистолета используются одновременно. У них отличается рабочее давление. Либо более мощный пистолет будет недобивать гвозди, либо менее мощный будет их перебивать. Чтобы избежать этого в нашей схеме используется регулятор давления. Устройство ставится после блока подготовки воздуха перед менее мощным нейлером. Регулятор снижает давление воздуха до нужного уровня. Так два разных пистолета могут работать одновременно.
Воздух доставляется в инструмент по шлангам. Можно использовать как прямые, так и спиральные шланги. Самое главное, чтобы внутренний диаметр шланга был не менее 8 мм. От компрессора до блока подготовки воздуха лучше пустить спиральный шланг не менее 5 метров длиной. Так воздух успеет охладиться, влага в нем сконденсироваться. Длина шланга от блока подготовки воздуха до инструмента не должна превышать 10 метров. Иначе масло из лубрикатора не будет попадать в инструмент.
Шланги соединяют все части схемы. Для удобства на шланги крепятся быстросъемные фитинги. Это надежное соединение. При этом при необходимости шланги легко отсоединить и присоединить обратно.
Подробнее о подготовке воздуха читайте нашу .
Рабочее место
Нарезку деталей и сборку поддонов можно организовать последовательно или параллельно.
В первом случае сначала нарезается определенное количество досок и бобышек нужных размеров. Затем идет сборка поддонов. Собирает поддоны тоже один человек. Это медленный и тяжелый способ производства. Его используют только если не хватает рабочих рук или рабочего пространства.
Во втором случае одни работники нарезают детали, а другие собирают паллеты. Понадобится больше работников, но производство станет быстрее и эффективнее. Пилорама и станок для торцовки бобышек размещаются так, чтобы готовые детали оказывались рядом с кондуктором для сборки поддонов.
Для сборки паллет используется кондуктор для сборки поддонов. Существует два типа кондукторов:
- Стол – металлический каркас в форме поддона. Нужен для быстрой и ровной сборки поддонов. Детали выкладываются на каркас и фиксируются. Остается только соединить все детали гвоздезабивным пистолетом. Стол удобнее использовать, если поддоны собирает один человек. Нейлеры можно подвесить на тросах над рабочим местом. Это удобно и экономит место.
- Карусель – более крупная конструкция. Два и более столов закреплены с разных сторон карусели. Центральная часть кондуктора вращается. Такую конструкцию удобно использовать для сборки поддона несколькими рабочими. Карусель позволяет сделать конвейер. Например, один рабочий забивает длинные гвозди, а второй рабочий забивает короткие гвозди. Когда оба рабочих заканчивают свою часть работы, они вращает карусель. Они меняются поддонами и работают дальше. Это эффективно, ведь каждый выполняет свою часть работы. Не нужно отвлекаться на то, чтобы взять другой инструмент.
Паллеты собираются следующим образом. Сначала собираем верхнюю часть. Устанавливаем бобышки на кондукторе. Потом кладем продольные рейки. Сверху выкладываем доски настила. Все детали сбиваются в соответствии с требованиями. Главное, чтобы все надежно держалось. Затем поддон переворачивается, и снизу крепятся «лыжи». Сборка поддона занимает 2-3 минуты.
Если у ваших поддонов спиливаются углы, то это делается в последнюю очередь.
Заключение
Используя советы из этой статьи, вы можете создать эффективный бизнес. При этом вам не нужно иметь внушительный стартовый капитал, особые связи или специальные навыки. Найти покупателей и договориться о поставке материалов несложно. Остается закупить оборудование и грамотно организовать производство. Есть много примеров маленьких фирм, где используется полуавтоматическая линия сборки поддонов. Всего два-три рабочих собирает 500, 700, а в некоторых случаях 1000 поддонов в день. При такой скорости производства бизнес быстро окупается и начинает приносить стабильную прибыль.
Успехов вам!